Amikor a LinuxCNC elindul minden tengely poziciója a gépi koordináta szerinti relatív koordináta. Ahogy bármelyik tengelyt "home"-oljuk akkor állítódik be a gépi nulla pont. Ehez a referenci ponthoz tud a gép viszonyítani. A gépi koordináta mely minden további koordinátarendszer része. A g kód G53 utal a gépi koordináta felvételére.
Homolás nékül is fel tudjuk venni az aktuális poziciónkat , mint referencia pont ha a tengely "touch off"-oljuk, ezzel beállíthatjuk az új nulla pontot a a G53 as koordinátán. A LinuxCNc lehetőséget az összes koordinátára "touch off"-olni.
A következő felyezet, próbál a kezdőknek segítséget nyújtani beállítani és futtatni a g-kódokat. Bizonyos részek jelenleg fejlesztés alatt vannak.
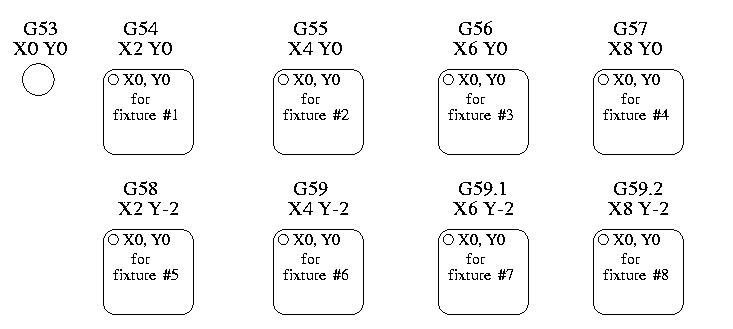
G54 - koordinata rendszer 1. használata
G55 - koordinata rendszer 2. használata
G56 - koordinata rendszer 3. használata
G57 - koordinata rendszer 4. használata
G58 - koordinata rendszer 5. használata
G59 - koordinata rendszer 6. használata
G59.1 - koordinata rendszer 7. használata
G59.2 - koordinata rendszer 8. használata
G59.3 - koordinata rendszer 9. használata
Ezekkel a koordináta offszettekkel tudjuk elérni, hogy elkapcsolunk a gépi koordináta rendszerről. Ezzel lehetőségünk van a G kódok megadásával, a részelemek gyártásának pozicióját. Ammennyiben felvesszük az aktuális koordinátát és a g kód ettől a koordinátától kezdi a munkadarb gyártását, igy egyszerübbé válik a munka. Így a gépünk egy asztalon több alkatrészt is le tud gyártani ugyan azzal a g kóddal.
Minden offszet érték a VAR fájlban tárolódik, melynek elérési útja az INI fájl által leírt út. Bekapcsoláskor így ezek az értékek töltődnek be.
A koordináta-rendszert hozzárendeljük valamely szerszámgéphez általában a főorsó a mérvadó. Tehát a munkadarab koordináta-rendszerét a főorsótól nézik.
Forgószerszámos gépeken a következők érvényesek:
A pozitív X tengely sugárirányban merőleges a munkadarab tengelyére, és a keresztvezetékkel párhuzamos. Az X tengely pozitív iránya a munkadarab tengely felől, a fő szerszámtartó felé mutat. A munkadarab és a szerszámtartó mozgás irányának, és a jellegének egyértelműen leírhatónak kell lennie. A mozgásirányt és a mozgás jellegét, a munkadarabnak a koordináta-rendszerben rögzített méretmegadásra vonatkoztatják. Az egyenes vonalú mozgásokat X, Y, és Z tengely elrendezése meghatározza. Azokat, a tengelyekkel párhuzamos forgó mozgásokat, amelyeket a gép részei végeznek, rendelik hozzá A, B és C mozgásként a tengelyekhez.
A forgómozgásokat pozitív és negatív iránnyal írják le.
Pozitív forgásirány a koordináta tengely pozitív iránya felé nézve a forgás az óramutató járásával megegyezik.
Negatív forgásirány a koordináta tengely pozitív iránya felé nézve, a forgás az óramutató járásával ellentétes. Ha a szerszámgépnek vannak olyan részei, amelyek nem, vagy nem mindig párhuzamosak, az X, Y vagy Z tengellyel ezek mozgástengelye U, V, W, P, Q, R betűvel jelölhetők. Figyelni kell, hogy az X, Y, Z koordináta tengelyek a főorsóhoz legközelebb legyenek. Az X, Y és a Z tengely irányban a tengelyekkel párhuzamos forgó mozgások jelölései megfelelően érvényesek a párhuzamosan hozzájuk rendelt tengelyre is.
A beállító és megmunkáló mozgást végezheti a szerszámtartó, vagy a munkadarabtartó anélkül, hogy a megmunkálás iránya megváltozna. Az egységes programozás érdekében feltételezzük, hogy a munkadarab nyugalomba marad, és csak a szerszám mozog. Ebben az összefüggésben relatív szerszámmozgásról beszélünk. Az összes mozgást a hozzárendelt koordináta-rendszerre vonatkoztatjuk Minden mozgás vonatkoztatási pontját ennek a koordináta-rendszernek a kezdőpontjában, nullpontjában jelöljük ki.
A koordináta tengelyen kívül a számvezérlésű szerszámgépeken meghatározott pontokat is megjelölnek, amelynek a programozás és gépkezelés során van jelentősége. A fontosabb vonatkoztatási pontok:
1. Gépi nullpont A gépi nullpontot a szerszámgép gyártója rögzíti. A gépen minden további összes koordináta-rendszer és vonatkoztatási pont kiindulópontja. Esztergákon ez a pont általában a főorsó ütközési felületének középpontján helyezkedik el. A gépi nullpont nem változtatható.
2. Referencia pont A referencia pont általában a munkatér határában található. A vezérlőberendezés bekapcsolása után lehetővé teszi a szerszámgépünk útmérőjének hitelesítését. A referencia pont értékei koordinátái mindig ugyanazok az értékek. A referencia pontot mindig a gép gyártója határozza meg, melyet azért rögzítenek, hogy a szerszámot a munka megkezdése előtt, pontosan ugyanabba a helyzetbe lehessen visszaállítani
3. A munkadarab nullpontja. Ez a pont szabadon választható. A munkadarab nullpontja, a munkadarab koordináta-rendszerének kezdőpontja. A munkadarab nullpontjának kijelölésekor mindig arra gondoljunk, hogy lehetőleg megkönnyítsük a programozási munkát. A mai gyakorlatban a munkadarab nullpontját, a munkadarab tényleges hosszméretének síkjára helyezik.
4. Szerszámtartó vonatkoztatási pontja A szerszámtartó vonatkoztatási pontja egybeesik a szánszerkezetre felszerelt szerszámtartó állandó pontjával. Erre a vonatkoztatási pontra külső szerszámbemérés esetén lehet szükségünk.
G55 ; use coordinate system 2
G0 X0 Y0 Z0
G1 F2 Z-0.2000
X1
Y1
X0
Y0
G0 Z0
G54 ; use coordinate system 1
G0 X0 Y0 Z0
M2